
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.restaurantetrianguloso.com
地 址:江苏省如皋市白蒲工业园区

控制弯管机车间污染的理想方法应该是从生产工艺上减少粉尘和污染物的产生。但海门高速冲床当生产工艺上无法采取更佳的污染物减排措施,采取科学有效的卫生防护工程技术是改善车间环境的有效措施。这其中,工业通风可通过控制车间有害气体和气溶胶、粉尘,改善车间内微小气候等方面,成为目前控制车间污染重要的卫生防护工程技术措施之一。工业通风的意义在于排出污染的车间空气或将潮热或干冷的空气,供应高速冲床车间补充外界清洁空气以改善车间空气环境。

弯管机的管壁厚度变薄会降低弯管机管件的承受内压能力,从而影响弯管机的性能以及产品的质量。弯管机所弯曲的管材在断面形状上发生了畸形变化,这个可能会引起弯管管材的横断面积变小,影响管件在使用中的功效。在使用供应高速冲床过程中,弯管机或其他类型的弯管机其所面对的产品缺陷对产品制作有着一定的影响。因此,对于弯管机的这些问题要采取相应的办法来解决,以便在利用弯管机加工时生产出合适的产品,确保弯管机生产的各个零部件能够保持一个的各项指标和性能指示以及外观质感等。故障排除法对待一般的机械设备都通用。随着科技的发展,全自动弯管机的使用越来越多,高速冲床厂家一定要学会这几种常规方法哦。

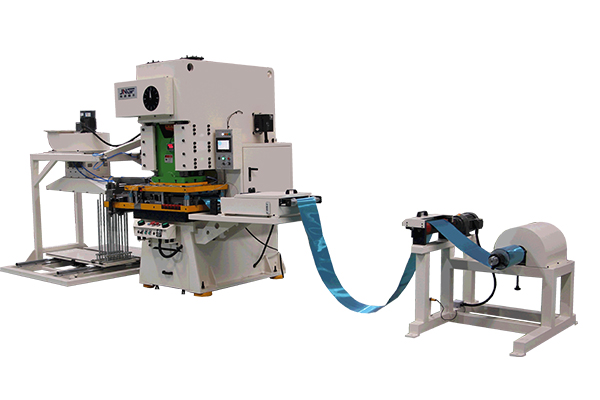
高速冲床之设计原理是将圆周运动转换为直线运动,高速冲床厂家由主电动机出力,带动飞轮,高速冲床经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,高速冲床从主电动机到连杆的运动为圆周运动。高速冲床连杆和滑块之间需有圆周运动和直线运动的转接点,高速冲床设计上大致有两种机构,一种为球型,一种为销型(圆柱型),供应高速冲床经由这个机构将圆周运动转换成滑块的直线运动。

卧式开云官方注册作业中先焊后胀,海门高速冲床即先完成焊接然后再胀接,管子中心线应和管板管孔的中心线重合,若间隙较小时,上端15mm的未胀管段便可以减轻胀接变形对焊接的影响。若间隙较大时,胀接变形会越过15mm未胀区的缓冲,高速冲床厂家对焊接接头造成损伤,甚至还会造成焊口脱焊。因此控制管子和管板孔精度配合非常重要,有资料显示,管口焊接接头可以承受很大的轴向力,即便管子拉断,焊口都不会拉脱,但强度焊以后,控制达不到要求,很可能导致过胀失效后胀接时对焊接接头造成损伤。
首先,校直切断机属于一种钢筋加工机械,并不是所有类型各种规格的钢筋都可以用它来切断的,只有半径不超过7毫米的钢筋才可以,而且要注意海门高速冲床在操作之前能够对钢材做除锈处理。其次,校直切断机切的主要组成部分有切断机构、调直筒、钢筋定长架、牵行机构等。在工作时电动机带动皮带转动,并且高速冲床厂家速度越来越快,同时调直筒就会随着开始高速转动,以此来达到把钢筋调直的目的。 从严格意义上来讲,任何一个部件出现状况都会导致校直切断机切出现故障而切不断钢筋的情况,但有时候在工作中会出现突然切不断的情况,这又是怎么一回事呢?导致这种情况出现的原因之一是因为长时间频繁切割使用,导致剪切刀变钝,这种故障很好处理,直接更换刀片,或者把刀片取下来重新磨刀就好了。



